Инструкция по работе DNC-терминала с системой
Numerik CNC 600

- Ввод управляющие программ УЧПУ
- Вывод управляющих программ из УЧПУ
- Обмен двоичными данными
- Параметры DNC для ввода двоичных данных
- Параметры DNC для вывода двоичных данных
- Работа с УЧПУ (активизация генерации базиса)
- Управляющие программы
- Рекомендации по размещению DNC-терминала во время работы
![]()
![]()
![]()
![]()
1. Ввод управляющих программ в УЧПУ
1.1. Кабель
Кабель для ввода в УЧПУ (кабель CNC 600.ввод)
| К УЧПУ | К DNC-терминалу (DB-25M) | Комментарий | ||
| Контакт | Сигнал | Контакт | Сигнал | |
| B5 | D1 | 13 | Out D1 | |
| B6 | D2 | 12 | Out D2 | |
| B7 | D3 | 11 | Out D3 | |
| В8 | D4 | 10 | Out D4 | |
| B9 | D5 | 9 | Out D5 | |
| B10 | D6 | 8 | Out D6 | |
| B11 | D7 | 7 | Out D7 | |
| B12 | D8 | 6 | Out D8 | |
| A4 | СИ | 5 | SI | |
| B1 | Старт | 4 | Start | |
| А1 A5-A12 B3 B13 |
GND GND GND GND |
1 14 |
GND |
|
| A13 | Готов | 3 | Ready | |
| 3 |
+5V |
|||
1.2. Параметры DNC
Параметры для ввода в УЧПУ текстовых данных (параметры CNC 600 — ввод)
| Идентификатор: | CNC 600 — ввод |
| Интерфейс: | ИРПР |
| Синхронизация: | Блочная |
| Уровни сигналов Запрос: Синхронизация: Данные: |
1 0 1 |
| Контроль четности 8-й бит: |
Чет |
| DC1 DC2 DC3 DC4 |
0x09 0x34 — — |
| Конец программы: | ^ |
| LF в конце файла: | Да |
| Вывод кадров на дисплей: | Да |
1.3. Работа с УЧПУ
| Кнопка “Панель данных активна” должна гореть. Курсор стоит в начале второй строки | |
| % 1234 (L12) |
Вводим номер программы (без ведущих нулей до 4-го разряда) |
| Нажать кнопку “Запуск перфосчитывающего устройства” | |
| Идет ввод предварительно вложенной перфоленты. Если в кадре встречается ошибка, то ввод сразу останавливается и можно ввести коррекцию. | |
| Ошибка 222 | Ошибка синтаксиса в программе УЧПУ |
| Ошибка 226 | Ошибка в геометрических расчетах (например, нет точки резания) |
| Ошибка 227 | Ошибка синтаксическая в определении элементов |
| Ошибка 228 | Не определен параметр Q (геометрические расчеты) |
1.3.2. Ввод по блокам программы в УЧПУ
| Кнопка “Панель данных активна” должна гореть. Курсор стоит в начале второй строки | |
| % 1234 + 1 (L12 + 1) |
Вводим номер программы (без ведущих нулей до 4-го разряда) |
| Нажать кнопку “Запуск перфосчитывающего устройства”. Вводится первый блок | |
| Нажатием кнопки “Запоминание” блок записывается в УЧПУ (можно его и не записывать) | |
| После отключения кнопки “Буфер кадра” индикация на экране гаснет | |
| + 1 |
Нажать кнопку “Запуск перфосчитывающего устройства”. Вводится следующий блок |
| Кнопка “Панель данных активна” должна гореть. Курсор стоит в начале второй строки | |
| % 1234 | Вводим номер программы (без ведущих нулей до 4-го разряда) |
| Нажать кнопку “Стирание”. | |
| Ошибка 221 | Нет программы |
1.3.4. Ввод программы в процессе обработки
| Программа не должна содержать геометрические параметры. |
2. Вывод управляющих программ из УЧПУ
2.1. Кабель
Кабель для вывода из УЧПУ (кабель CNC 600.вывод):
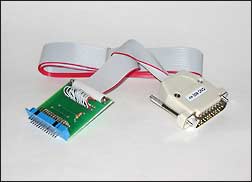
Старый вариант кабеля (в настоящее время не применяется):
Оба варианта сделаны по одной схеме, однако отличаются по исполнению. Дело в том, что оригинальные разъемы, применявшиеся в старом варианте кабеля, являются дефицитными. Поэтому в новом варианте используют более распространенные разъемы, которые после некоторой доработки крепятся на небольшой печатной плате.
| К УЧПУ | К DNC-терминалу (DB-25M) | Комментарий | ||
| Контакт | Сигнал | Контакт | Сигнал | |
| A6 | D1 | 13 | Out D1 | |
| C6 | D2 | 12 | Out D2 | |
| A5 | D3 | 11 | Out D3 | |
| C5 | D4 | 10 | Out D4 | |
| C4 | D5 | 9 | Out D5 | |
| A3 | D6 | 8 | Out D6 | |
| C3 | D7 | 7 | Out D7 | |
| A2 | D8 | 6 | Out D8 | |
| С13 | AC | 5 | SI | |
| C9 | SC | 4 | Start | |
| C1 C2 C7 A4 A7-A13 |
GND GND GND GND GND |
1 14 |
GND |
|
| С12 | AO | 3 | Ready | |
| 3 25 (через R=2.2 кОм) |
Соединить перемычкой |
|||
| A11 C11 |
GND |
Соединить перемычкой |
||
Примечание: Более ранний вариант схемы кабеля не предусматривал соединение контактов A11 и C11 перемычкой и мог приводить к ошибкам в связи с УЧПУ. Настройки параметров DNC для него отличались от настоящих.
2.2. Параметры DNC
Параметры для вывода из УЧПУ текстовых данных (параметры CNC 600 — вывод)
| Идентификатор: | CNC 600 — вывод |
| Интерфейс: | ИРПР |
| Синхронизация: | Байтовая |
| Уровни сигналов Запрос: Синхронизация: Данные: |
1 0 0 |
| Контроль четности 8-й бит: |
Чет |
| DC1 DC2 DC3 DC4 |
— 0x30 — — |
| Конец программы: | ^ |
| LF в конце файла: | Да |
| Вывод кадров на дисплей: | Да |
2.3. Работа с УЧПУ
| Кнопка “Панель данных активна” должна гореть. Курсор стоит в начале второй строки | |
| % 1234 | Вводим номер программы (без ведущих нулей до 4-го разряда) |
| Нажать кнопку “Предварительный выбор программы”. |
| Кнопка “Панель данных активна” должна гореть. Курсор стоит в начале второй строки | |
| % 1234 (L12) |
Вводим номер программы (без ведущих нулей до 4-го разряда) в первой строке и код данных во
второй строке: I — ISO, E — EIA Если номер кода не вводится, то по умолчанию подразумевается код ISO. |
| Нажать кнопку “Вывод данных на перфоленту”. | |
| Ошибка 214 | Не в порядке считывающее устройство или неправильно вложена перфолента |
| Ошибка 223 | Переполнение памяти |
| Ошибка 224 | Достигнуто максимальное число программ (100). |
3. Обмен двоичными данными
В случае необходимости ввода/вывода двоичных данных, например файла параметров, следует использовать настройки DNC-терминала, отличающиеся от "стандартных" параметров CNC 600 тем, что в них отключен контроль четности по 8-му биту, отключен вывод кадров на дисплей и конец файла по М30 вместо "^".
3.1. Параметры DNC (ввод в УЧПУ)
Параметры для ввода двоичных данных в УЧПУ (параметры CNC 600 B — ввод):
| Идентификатор: | CNC 600 B — ввод |
| Интерфейс: | ИРПР |
| Синхронизация: | Блочная |
| Уровни сигналов Запрос: Синхронизация: Данные: |
1 0 1 |
| Контроль четности 8-й бит: |
Нет |
| DC1 DC2 DC3 DC4 |
0x09 0x34 — — |
| Конец программы: | М30 |
| LF в конце файла: | Да |
| Вывод кадров на дисплей: | Нет |
3.2. Параметры DNC (вывод из УЧПУ)
Параметры для вывода двоичных данных из УЧПУ (параметры CNC 600 B — вывод):
| Идентификатор: | CNC 600 B — вывод |
| Интерфейс: | ИРПР |
| Синхронизация: | Байтовая |
| Уровни сигналов Запрос: Синхронизация: Данные: |
1 0 0 |
| Контроль четности 8-й бит: |
Нет |
| DC1 DC2 DC3 DC4 |
— 0x30 — — |
| Конец программы: | М30 |
| LF в конце файла: | Да |
| Вывод кадров на дисплей: | Нет |
Примечание: Ранее в настройках указывалось окончание УП по "^".
3.3. Работа с УЧПУ
3.3.1. Для работы с базисом необходимо предварительно активизировать генерацию базиса в УЧПУ. Для этого следует загрузить файл генерации в DNC-терминал с перфоленты с помощью ФСУ Consul 337.601, используя настройки DNC-терминала для работы с двоичной информацией (пример файла генерации, загруженного в DNC-терминал в двоичном виде).
3.3.2. Далее нужно загрузить файл генерации в УЧПУ, используя параметры DNC-терминала для двоичных данных CNC 600 B (пример базиса, загруженного в DNC-терминал в двоичном виде).
3.3.3. После этого можно выводить базис из УЧПУ.
4. Управляющие программы
Ниже приведен пример оформления управляющей программы для обмена данными между DNC-терминалом и УЧПУ. Комментариями отмечены важные моменты оформления.
| Текст управляющей программы | Комментарий |
| %2008 | Вначале могут быть пустые пробивки (00h). Затем пробел и символ % и номер программы без пробела. После каждого кадра идут символы 0Ah + 0Dh и пробел (вместо обычного 0Dh + 0Ah) |
| N10(KORPUS 80 - RUST ) | |
| N15 L42 | |
| … | |
| N1660 B0 L42 | |
| N1670 M2 | |
| ! | Окончание программы по ! |
| 0Ah + 0Dh в самом конце файла |
Полный текст программы находится здесь.
См. также примеры файлов коррекции и настройки инструмента.
5. Рекомендации по размещению DNC-терминала
При подключении DNC-терминала к стойке CNC-600-1 рекомендуется закрепить кожух для крепления терминала консольно на лицевой поверхности несущей рамы стойки примерно на уровне глаз оператора, как показано на рисунке (около 150-200 мм от верхнего края стойки). Для увеличения жесткости крепления под кожух желательно подложить пластину толщиной 3 мм. Необходимо проследить, чтобы кожух не мешал открывать переднюю дверцу стойки.
- 1 — кожух для крепления терминала,
- 2 — разъем для ввода данных в УЧПУ,
- 3 — разъем для вывода данных в УЧПУ,
- 4 — место для установки розетки 200 Вольт (внутри стойки).
Разъемы для подключения DNC-терминала располагают один под другим на правой стенке стойки на расстоянии 150-170 мм от левого края и на 100-200 мм ниже кронштейна терминала.
Кроме этого изнутри стойки следует установить розетку 220 Вольт над 25-pin разъемами, отступя на 100 мм вверх.
Для подключения кабеля к стойке CNC-600:
- Открыть заднюю стенку:

- К верхнему разъему ("перфоратор") интерфейсной платы 53.55 (?) подключить кабель для вывода данных из CNC-600, а к среднему разъему ("ФСУ") — кабель для ввода данных в CNC-600.
